Electric Resistance Welding (ERW) is one of the most widely used joining technologies in modern manufacturing, especially where high-speed production, repeatability, and cost efficiency are critical. It is extensively applied in automotive body manufacturing, sheet metal fabrication, tube and pipe production, and appliance assembly lines.
For manufacturing engineers, OEMs, and automation integrators, ERW offers a highly controllable, scalable, and automation-ready solution for metal joining especially when integrated with advanced systems such as those developed by Heron Welder.
What is Electric Resistance Welding?
Electric Resistance Welding is a solid-state joining process in which heat is generated by electrical resistance at the interface of two metal parts, while pressure is applied through electrodes to form a metallurgical bond.
Instead of using filler material or external heat sources like gas flames or arc systems, ERW relies on:
- Electrical current passing through the workpieces
- Contact resistance generating heat
- Pressure forging the softened metal into a joint
As described in industrial references, the workpiece itself becomes part of the electrical circuit, and the heat is concentrated exactly where the joint is formed, ensuring efficient energy use and localized heating .
Working Principle of Electric Resistance Welding
The ERW process is based on a simple but powerful principle:
Heat (H) = I² × R × t
Where:
- I = Current
- R = Electrical resistance
- t = Time
When high current passes through two clamped metal surfaces:
- Resistance at the interface generates heat
- Metal reaches plastic or semi-molten state
- Pressure is applied using electrodes
- A solid-state weld nugget is formed upon cooling
This combination of heat + pressure + time control makes ERW extremely precise and repeatable in industrial production.
Types of Electric Resistance Welding Processes
ERW is not a single method but a family of processes used for different industrial requirements.
1. Spot Welding
Spot welding is the most common ERW method used in sheet metal assembly. Two electrodes clamp the metal sheets and create a localized weld nugget.
- Widely used in automotive body panels
- Ideal for thin sheet metals
- Highly suitable for automation
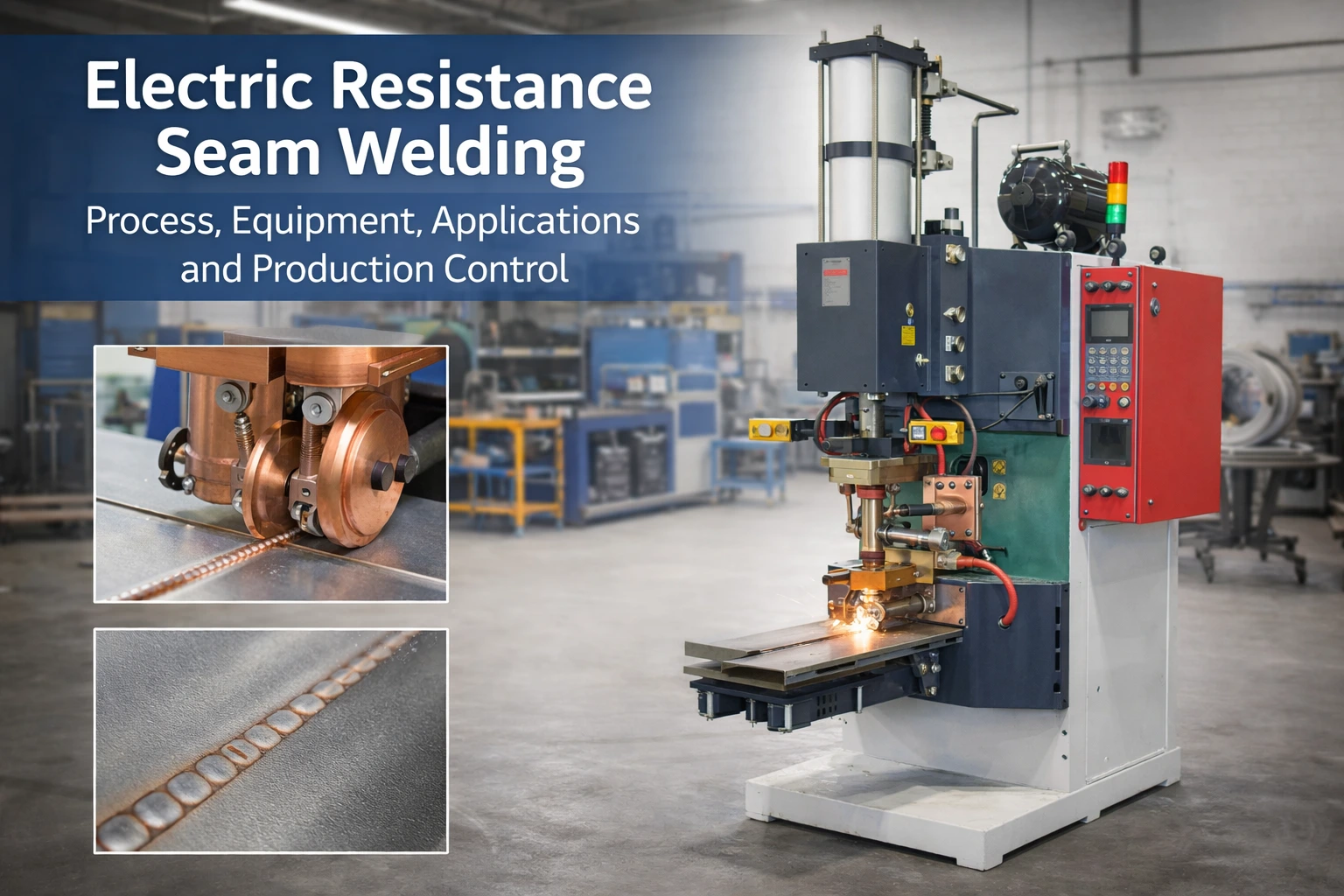
2. Seam Welding
In seam welding, rotating wheel electrodes create a continuous weld line.
- Produces leak-proof joints
- Used in tanks, pipes, and containers
- Excellent for continuous production systems
3. Projection Welding
Projection welding uses pre-formed projections on the workpiece to concentrate current flow at specific points.
- Multiple welds in a single cycle
- Common in fastener and nut welding
- Efficient for complex assemblies
4. Butt Welding
In butt welding, two components are joined end-to-end under pressure.
- Used in rods, wires, and pipes
- Strong continuous joints
- High structural integrity applications
Industrial Applications of Electric Resistance Welding
ERW plays a critical role in mass production industries due to its speed and consistency.
Automotive Manufacturing
- Car body panels
- Door frames
- Chassis components
Tube and Pipe Industry
- Steel pipes (ERW pipes)
- Fuel lines
- Structural tubing
Appliance Manufacturing
- Refrigerators
- Washing machines
- HVAC components
Electrical & Industrial Equipment
- Control cabinets
- Metal enclosures
- Battery tabs and connectors
ERW is particularly dominant in tube manufacturing, where steel strips are continuously formed and welded into pipes using electrical current at the edges .
Advantages of Electric Resistance Welding
For industrial production environments, ERW offers several key advantages:
1. High Production Speed
ERW is one of the fastest welding methods, ideal for assembly line manufacturing.
2. No Filler Material Required
No electrodes, rods, or flux are needed, reducing operational costs.
3. Automation-Friendly
Easily integrated into robotic and CNC-controlled systems.
4. Clean and Environmentally Friendly
No smoke, flame, or filler gases—making it suitable for modern factories.
5. Strong, Consistent Joints
Produces repeatable weld quality with minimal operator variation.
Limitations of Electric Resistance Welding
Despite its advantages, ERW has certain engineering constraints:
- Limited to thin and medium-thickness materials
- High initial equipment cost
- Requires precise joint fit-up
- Inspection can require destructive testing in some cases
These limitations make system design and equipment selection extremely important in industrial applications.
Electric Resistance Welding vs Other Welding Methods
Compared to arc welding and laser welding:
- ERW is faster than arc welding
- Produces less heat distortion
- Requires no consumables
- Is more suitable for mass production, but less flexible for complex geometries
This makes it ideal for standardized, high-volume manufacturing environments.
Role of Automation in Modern ERW Systems
Modern manufacturing has evolved ERW into fully automated systems integrated with:
- Servo-controlled electrode arms
- MFDC (Medium Frequency DC) power supplies
- Real-time weld monitoring
- Robotics and conveyor systems
Advanced systems improve:
- Weld consistency
- Energy efficiency
- Production throughput
Companies like Heron Welder focus on integrating resistance welding machines with intelligent controllers and automated production lines, enabling factories to achieve stable, high-precision welding at scale.
Best Practices for High-Quality ERW Production
To achieve optimal welding performance, engineers should focus on:
- Proper electrode maintenance and alignment
- Controlled current and pressure settings
- Clean surface preparation
- Real-time weld monitoring systems
- Regular calibration of welding controllers
These factors directly influence weld strength, fatigue resistance, and production reliability.
Frequently Asked Questions (FAQs)
1. What materials are suitable for electric resistance welding?
ERW works best with steel, stainless steel, aluminum alloys, and conductive sheet metals.
2. Is ERW suitable for thick metals?
It is mainly suitable for thin to medium thickness materials; very thick sections are better handled by other welding methods.
3. What industries use electric resistance welding the most?
Automotive, tube manufacturing, appliance production, and electrical equipment industries rely heavily on ERW.
4. How does ERW ensure weld quality?
Quality is controlled through precise regulation of current, pressure, and welding time, often supported by automated monitoring systems.
5. Can ERW be fully automated?
Yes, modern ERW systems are widely integrated into robotic and automated production lines for high-volume manufacturing.
Conclusion
Electric Resistance Welding remains a cornerstone of modern industrial manufacturing due to its speed, efficiency, and automation capability. While it has limitations in material thickness and geometry flexibility, its advantages make it indispensable in high-volume production environments.
With continuous innovation in MFDC power systems, robotic integration, and intelligent control technologies, ERW is evolving into an even more precise and efficient joining method.
Partner with Heron Welder for Advanced ERW Solutions
Heron Welder specializes in high-performance resistance welding systems, including spot, seam, projection, MFDC, and automated welding production lines.
If you are looking to improve production efficiency, welding consistency, or integrate automation into your factory, Heron provides custom-engineered electric resistance welding solutions tailored to your application needs.
Contact Heron Welder today to request a quote or discuss a customized welding automation solution for your manufacturing line.